Part 3 of a 5-part blog series: “Minimizing Heavy Metals in Superphosphate Manufacturing”
 Part 1 of the blog series introduced the problems that heavy metals present in the SSP manufacturing process as well as a refresher of SSP production in the Bradley Broadfield Process. Part 2 provided a background to the environmental considerations that must be addressed in SSP manufacturing. Click Here to download the complete article in pdf format as published by BCInsight Ltd in Fertilizer International Nov|Dec 2023, issue 517, pp. 53-57.
Part 1 of the blog series introduced the problems that heavy metals present in the SSP manufacturing process as well as a refresher of SSP production in the Bradley Broadfield Process. Part 2 provided a background to the environmental considerations that must be addressed in SSP manufacturing. Click Here to download the complete article in pdf format as published by BCInsight Ltd in Fertilizer International Nov|Dec 2023, issue 517, pp. 53-57.
Click for larger image
Regulating heavy metals through blending
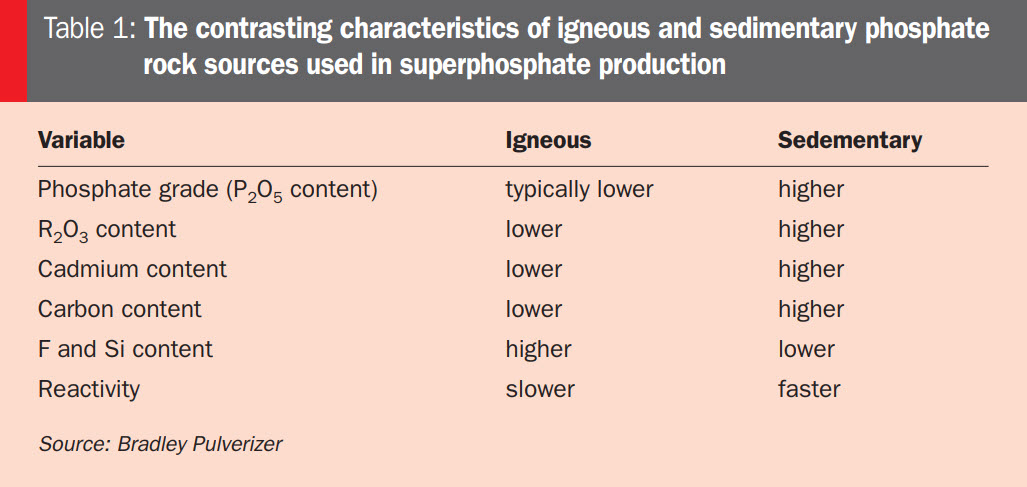
As stated in part 2 of this blog series, the typical target limit for cadmium in superphosphate fertilizers is <280 ppm. It might be concluded, therefore, that the answer is to simply source phosphate rock with cadmium levels (in fluorapatite) below this limit as a production feedstock. However, this apparently simple answer is not generally practical due to the different processing characteristics of low cadmium (igneous) and high cadmium (sedimentary) phosphate sources (Table 1).
In practice, igneous phosphate ores, typically sourced from South Africa, Brazil, and Russia, while providing safe cadmium levels (typically 30 mg/kg P), come with operational downsides. Hard, crystalline igneous phosphates, because they are less reactive during the acidulation process, can unfortunately deliver suboptimal end-products. Softer sedimentary rocks, meanwhile, from major suppliers such as Morocco are unsatisfactory for different reasons. Although their reactivity rate during the acidulation process is more optimal, they can contain prohibitive levels of cadmium (200-600 mg/kg P average).
The most practical and effective solution, therefore, is to blend together phosphate rock from multiple sources to achieve the desired cadmium target limit (<280ppm) while also ensuring the acidulation process and overall operation of the superphosphate plant remains optimal.
Click for larger image
New Zealand leads the way
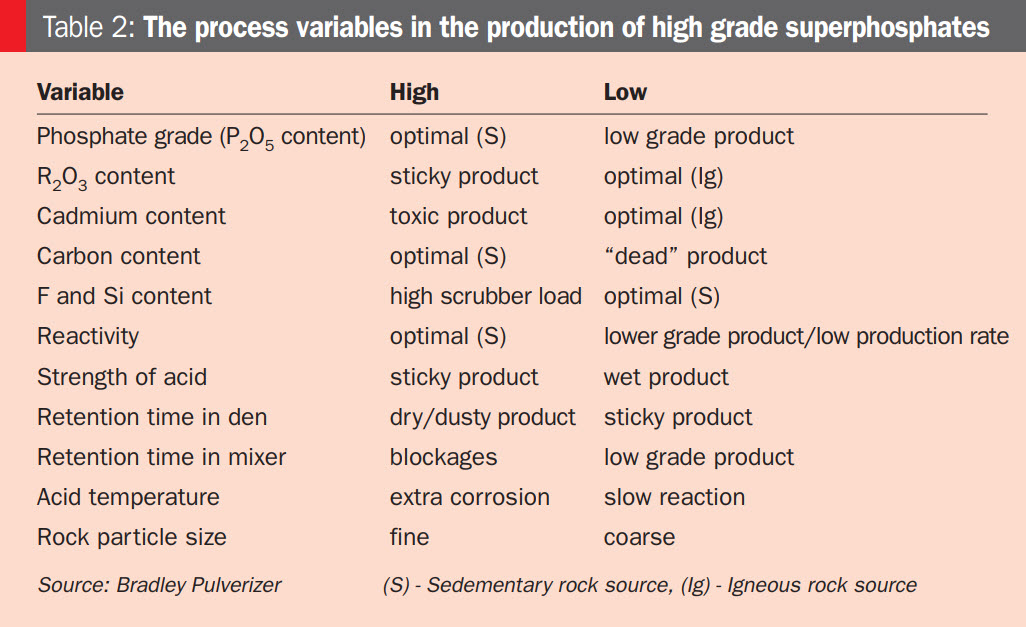
New Zealand has led the way and successfully reduced Cd levels in soils that have been treated with superphosphate for decades. The country sources both igneous and sedimentary phosphate rock from worldwide suppliers – chemically analysing each shipment to establish its composition. Individual phosphate rock sources and shipments imported by New Zealand have distinctly different physical and chemical characteristics (Table 2). These include:
- Total phosphorus content
- Reactivity rate
- Amounts of impurities (i.e. Cd, Fe, Al)
- Fluorine content and volatilization levels
- Quantities of odorous compounds.
All of the above properties need to be evaluated before the feedstock can enter the Broadfield process. The optimal rock blend is calculated, based on these operational considerations and the results of chemistry analyses.
The amount of cadmium present in the end-product is directly controlled by the levels introduced into the process. This can therefore be regulated by precise blending of different feedstock sources to provide the required rate of dilution. Typically, this is achieved by storing each phosphate rock shipment in its own feed hopper. This allows the independent control of feed volumes from different sources, to match the established blend proportion, while also allowing for adjustments during continuous operation and in-between shipments.
Click for larger image
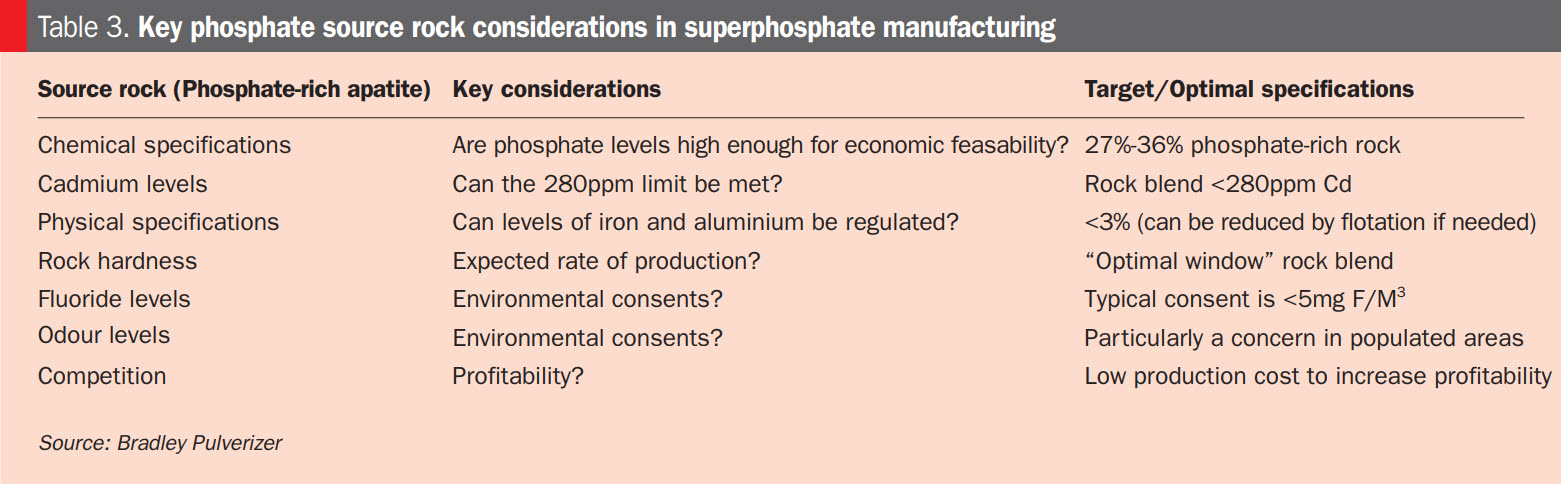
Blending rocks from different sources is necessary to keep superphosphate production within an ‘optimal window’. Operating within this window is desirable as, by maintaining optimal process conditions, it ensures that the end-product generated will meet all of the required specifications. To help achieve these production objectives, Broadfield superphosphate units are designed and engineered to provide operators with the ability to make necessary process adjustments – for milling fineness, acid concentrations, mixer speeds, den time, etc. This allows the unit to operate efficiently, at between 60-110 percent of rated capacity, while consuming most low- and high-grade phosphate rock types.
Notably, the ability to make in-line adjustments (see below) is critical to the success of superphosphate manufacturing – given that the chemistry of the blend can change at any time due to the arrival of a new phosphate rock source, or even a new shipment from the same source. Some key manufacturing considerations are summarized in Table 3.
Continue to Part 4 – Determining the Ideal Rock Blend in SSP Manufacturing
Back to Part 2 – Environmental Consideration in Superphosphate Production
Contact us to discuss your rock blending requirements.