Blog-News
Case Study – Bradley Mill Overhaul and VBC Upgrade Results in Increased Up-Time, Higher Yields, and Lower Operating Costs
 Market: Civil Construction/Limestone Quarry
Market: Civil Construction/Limestone Quarry
Application: Grinding of limestone for use in tarmac for road manufacturing
The Challenge: LKAB Minerals needed to increase production rates and reduce maintenance downtime at the Hanson Aggregates Shap Quarry, where limestone is currently ground to 70-75% passing 63 microns for use in tarmac for road manufacturing. Outside of regularly scheduled maintenance, no major updates had been made to the existing Bradley airswept mill for over 13 years, and the mill has been continuously grinding coarse limestone materials for over 43 years.
Additionally, the existing mill system needed to process a wider variety of material grades to service a more diverse customer base. Finding a partner who could satisfy all requirements while following CDM guidelines was further complicated by the confined workspace around the mill, short installation time frame, and winter weather conditions.
Increased up-time of the Bradley mill would both improve efficiencies and lower annual production costs.
The Solution: The Bradley Pulverizer team was selected as turnkey manager responsible for all aspects of the project including all risk assessments, securing permits to work with exclusion zones, design and fabrication, installation, start-up, and training…..
Benefits of a Holistic Approach to the Mill System
Part 5 of a 5-part blog series: “The Importance of Phosphate Milling”
Bradley Pulverizer’s Ian Hancock, VP of Sales & Operations, discusses the importance of a holistic understanding of the phosphate milling process to ensure maximum plant uptime, the highest process efficiencies and profitability. Click Here to download the complete article in pdf format as published by BCInsight Ltd in Fertilizer International July|August 2021, issue 503, pp. 49-52.
The upstream mill system may seem simple, compared to other systems in a fertilizer manufacturing plant. Nevertheless, it should still demand equal attention due to the invaluable role it plays in the overall quality, yield and profitability of the end product.
 Any fertilizer product which contains Phosphate (P) as a key ingredient will be partly derived from phosphate rock. It should always be remembered, therefore, that it is the mill which is responsible for crushing this hard, friable material to the specified particle size and supplying the feed to all downstream processes. The mill system often remains the forgotten workhorse in fertilizer processing plants and, consequently, often lacks the credit it deserves in helping transform phosphate ore into fertilizer.
Any fertilizer product which contains Phosphate (P) as a key ingredient will be partly derived from phosphate rock. It should always be remembered, therefore, that it is the mill which is responsible for crushing this hard, friable material to the specified particle size and supplying the feed to all downstream processes. The mill system often remains the forgotten workhorse in fertilizer processing plants and, consequently, often lacks the credit it deserves in helping transform phosphate ore into fertilizer.
The Complete Fertilizer Milling System
Part 4 of a 5-part blog series: “The Importance of Phosphate Milling”
Bradley Pulverizer’s Ian Hancock, VP of Sales & Operations, discusses the importance of a holistic understanding of the phosphate milling process to ensure maximum plant uptime, the highest process efficiencies and profitability. Click Here to download the complete article in pdf format as published by BCInsight Ltd in Fertilizer International July|August 2021, issue 503, pp. 49-52.
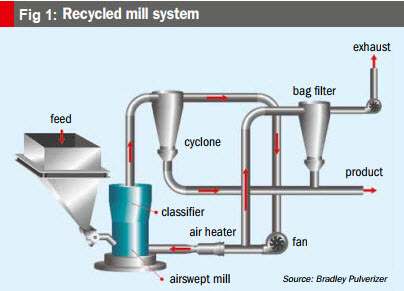
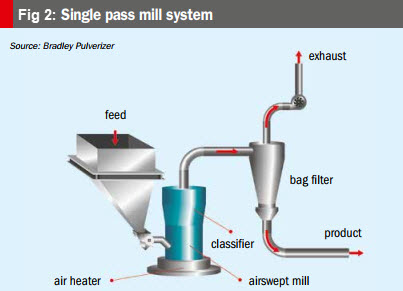
The key to optimizing mill system performance is the ability to effectively remove on-specification particles from the airstream and direct these as feed to the processing plant. In addition to the air-swept mill and classifier, the other components of the mill circuit include:
- Fans and ducts for the pneumatic transport of crushed particles
- A bag filter that cleans dust-laden air in a single-pass mill system or maintains suction within recycled mill systems
- An integrated heater to reduce moisture and improve production.
Critically, these ancillary equipment items complete the circuit and minimize energy usage as well as ensuring continuous output. Two main types of mill systems are available:
Classifiers: The Brains of the Operation
Part 3 of a 5-part blog series: “The Importance of Phosphate Milling”
Bradley Pulverizer’s Ian Hancock, VP of Sales & Operations, discusses the importance of a holistic understanding of the phosphate milling process to ensure maximum plant uptime, the highest process efficiencies and profitability. Click Here to download the complete article in pdf format as published by BCInsight Ltd in Fertilizer International July|August 2021, issue 503, pp. 49-52.
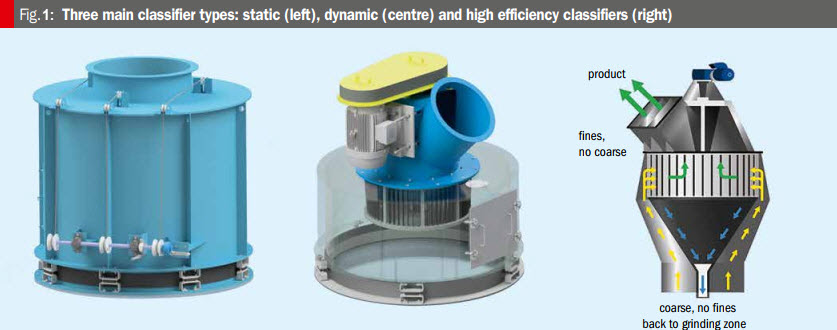
Fine grinding with air-swept mills involves the continuous return of oversize material to the grinding zone for further reduction to the desired size. The role of the classifier is to control both the amount of recirculation inside the mill and the particle-size distribution of the product.
Essentially, the classifier functions as the ‘brain’ of the grinding circuit. Critically, it automatically determines:
-
- What material should exit the mill as correctly sized product
- What should be returned for reprocessing.
Changing a classifier’s settings can significantly alter the milling system’s power consumption, capacity, vibration and product size distribution.
There are three main classifier types (Figure 1):
The Role of the Mill in Fertilizer Manufacturing
Part 2 of a 5-part blog series: “The Importance of Phosphate Milling”
Bradley Pulverizer’s Ian Hancock, VP of Sales & Operations, discusses the importance of a holistic understanding of the phosphate milling process to ensure maximum plant uptime, the highest process efficiencies and profitability. Click Here to download the complete article in pdf format as published by BCInsight Ltd in Fertilizer International July|August 2021, issue 503, pp. 49-52.
Simply stated, the role of the mill in fertilizer processing is to crush/grind/pulverize the raw phosphate rock. Typically, the aim is to reduce quarter inch-size crushed rock into fine particles to meet the required specification for downstream processing or acidulation.
 The degree of fineness and what particle size is acceptable varies significantly according to the production process and type of rock being used. This, in turn, influences mill selection. For an igneous phosphate rock, for example, single superphosphate (SSP) production requires a feed with 90 percent passing 53 microns. This falls to 90 percent passing 75 microns when sedimentary phosphate is consumed. When it comes to phosphoric acid production, 90 percent passing 150 microns is acceptable for the widely-used dihydrate (DH) process; whereas much coarser feed is acceptable for the hemihydrate (HH) process, with 90 percent needing to pass two millimeters instead.
The degree of fineness and what particle size is acceptable varies significantly according to the production process and type of rock being used. This, in turn, influences mill selection. For an igneous phosphate rock, for example, single superphosphate (SSP) production requires a feed with 90 percent passing 53 microns. This falls to 90 percent passing 75 microns when sedimentary phosphate is consumed. When it comes to phosphoric acid production, 90 percent passing 150 microns is acceptable for the widely-used dihydrate (DH) process; whereas much coarser feed is acceptable for the hemihydrate (HH) process, with 90 percent needing to pass two millimeters instead.
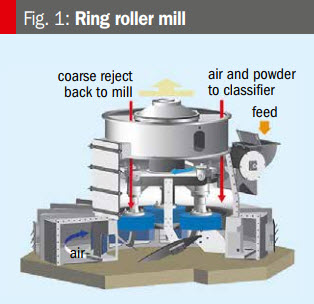
Mill selection is primarily based on an ability to continuously crush hard, friable phosphate rock to specification. This needs to be carried out as efficiently as possible, given that this will dictate downstream yield rates and, ultimately, profits. The three main mill options for phosphate ore are:
The Essentials of Phosphate Milling for Fertilizer Manufacturing
Part 1 of a 5-part blog series: “The Importance of Phosphate Milling”
Bradley Pulverizer’s Ian Hancock, VP of Sales & Operations, discusses the importance of a holistic understanding of the phosphate milling process to ensure maximum plant uptime, the highest process efficiencies and profitability. Click Here to download the complete article in pdf format as published by BCInsight Ltd in Fertilizer International July|August 2021, issue 503, pp. 49-52.
 Grinding and pulverizing mills are the furthest upstream process in phosphate fertilizer manufacturing. The continuous crushing of phosphate rock to meet particle size specifications is essential for efficient downstream processing. Yet mills are more commonly seen as the ‘noisy neighbor’ to other process steps, rather than the essential engine that drives phosphates production. Regrettably, this lack of recognition for the importance of milling can cause inefficiencies upstream that are further compounded downstream.
Grinding and pulverizing mills are the furthest upstream process in phosphate fertilizer manufacturing. The continuous crushing of phosphate rock to meet particle size specifications is essential for efficient downstream processing. Yet mills are more commonly seen as the ‘noisy neighbor’ to other process steps, rather than the essential engine that drives phosphates production. Regrettably, this lack of recognition for the importance of milling can cause inefficiencies upstream that are further compounded downstream.
Phosphate rock is fed into the front-end of a production plant and manipulated many times during its long process journey and eventual transformation into valuable end-products. This continual production process is central to efficient phosphate fertilizer manufacturing, with each process stage requiring specialized equipment.
Join Bradley Pulverizer at the International Powder & Bulk Solids Conference & Exhibition
Be our guest….Bradley Pulverizer will be exhibiting at the Powder & Bulk Solids Conference & Exhibition, from August 24-26, 2021 at the Donald E. Stephens Convention Center in Chicago, IL and we’d love to meet you there!

New Video Demonstrates the Over-Driven Design Advantages of Bradley Airswept Roller Mills
The Bradley Pulverizer Pendulum Airswept Mills have a unique over-driven design which provides several distinct advantages over the competition as demonstrated in this new video and table below. In particular, the integral gearbox located above the grinding chamber increases the mass of the mill resulting in less vibration in a quiet, low maintenance machine. Additionally, the ground level grinding chamber allows easy access to wear parts for safe and quick replacement.
A Spotlight on Ian Hancock: Presenting “Fundamentals of Air Classification” at IMechE Live Online Seminar
We are excited for Bradley Pulverizer’s Vice President of Sales and Operations and Institute of Mechanical Engineers (IMechE) Chairman, Ian Hancock, to present Fundamentals of Air Classification at the Material Size Reduction live online seminar this April 27, 2021. Ian’s presentation will focus on 3 areas:
- The role of the classifier, different types, and their impact on classification efficiency
- Understanding the behavior of different materials to be sorted
- Basic understanding of cyclones and material separation post classifier
 As a preview to the upcoming seminar, we thought it would be interesting to interview Ian and share his thoughts behind why he chose this topic and how it relates to the overall theme of Material Size Reduction.
As a preview to the upcoming seminar, we thought it would be interesting to interview Ian and share his thoughts behind why he chose this topic and how it relates to the overall theme of Material Size Reduction.
Performance Advantages of Bradley Mills
 As discussed in our first blog of this series, Bradley Pulverizer is the only manufacturer of airswept roller mills designed with an overhead integral gearbox. This design allows for a spectrum of performance and cost saving benefits over other under-driven mills.
As discussed in our first blog of this series, Bradley Pulverizer is the only manufacturer of airswept roller mills designed with an overhead integral gearbox. This design allows for a spectrum of performance and cost saving benefits over other under-driven mills.
Performance Benefits:
- Less Vibration: The positioning of the integral gearbox above the grinding chamber adds 30% extra live mass to the mill increasing stability. A reduction in vibration also translates to less gearbox maintenance.
- Improved Efficiency: The spiral-bevel gears used in the Bradley gearbox, similar/identical to the gears used in helicopters, operate with higher efficiency than standard gearboxes used in under-driven mill. This means that almost 10% more of the absorbed power is available for grinding.
- Reduced Gear Wear: Higher efficiency means the Bradley mill gearbox oil does not need to be cooled, even when the mill is used with a dryer. This saves on installation and running costs.
- Optimization of Mill Speed with No Loss of Efficiency: The use of a V-belt drive allows full power of the motor at any speed, which is not possible with a direct drive and inverter which restricts mill capacity.
- Maximize mill Output: The V-belt drive also allows for mill speed to be increased so m output can be amplified without loss of efficiency.
